 Ncstudio广告雕刻机控制系统 官方版v5.5.49Ncstudio广告雕刻机控制系统 官方版v5.5.49官方下载
Ncstudio广告雕刻机控制系统 官方版v5.5.49Ncstudio广告雕刻机控制系统 官方版v5.5.49官方下载
") Vladder(矩形PLC编程软件)
Vladder(矩形PLC编程软件) 广联达BIM工序动画制作软件
广联达BIM工序动画制作软件 广联达数字项目平台
广联达数字项目平台") ANYstructure(钢结构计算优化工
ANYstructure(钢结构计算优化工") Altium Concord Pro 2021(电子元
Altium Concord Pro 2021(电子元 品茗建筑安全计算软件
品茗建筑安全计算软件") Synchro 11(交通网络建模分析软
Synchro 11(交通网络建模分析软Ncstudio广告雕刻机控制系统是一款雕刻控制软件,可以帮助用户进行雕刻机运动的控制,通过软件中生成的代码,对自有版权的雕刻机进行运动控制,软件简单易学,需要的用户快来下载看看吧。
Nestudio广告雕刻机控制系统是一款运动控制软件,可以帮助用户完成各种雕刻机、钻孔机等设备的控制,通过代码来控制操控雕刻机的运动轨迹,从而雕刻出自己需要的图案。NcstudioTM为用户提供了一个简单的界面,标准的WINDOWS风格,用户可以轻松的学会并掌控这款软件,软件可以生成G代码、PLT代码格式和精雕加工文件ENG代码格式。
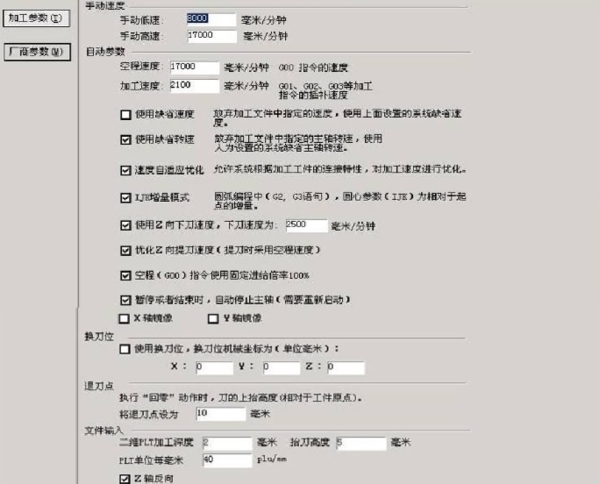
旋转镜像功能
直接设定加工参数,实现加工文件的旋转与镜像功能。当然,也可通过G代码编程,把旋转与镜像功能嵌入加工文件中。
刀具管理
包括:刀具几何尺寸、磨损管理、刀库与虚拟刀库、刀具寿命管理等等,支持定点换刀策略和随机换刀策略。螺距误差与反向间隙综合补偿维宏系统的综合补偿机制允许在坐标轴的各点设置不同的反向间隙,因此能够全程补偿反向间隙误差。
加工禁区
通过加工禁区的设定,可以自动阻止刀具进入保护区,以防止刀具与夹具或者其他部件的碰撞和干涉。
圆弧限速功能
圆弧限速功能有效地防止了过切的出现,当向心力要超过最大向心力时,加工圆弧的速度将会受到必要的限制,从而保证了加工质量。
自适应前瞻算法
前瞻控制也称为先行控制,维宏CNC系统会自动计算需要前瞻的程序段数量,不会引起由于前瞻段数不够造成的速度突变;在轮廓简单的时候,前瞻段数量小,系统运行效率更高。
短线段簇的曲率限速
短线段的曲率限速功能,会实时的计算出短线段簇的局部曲率,实现必要限速,保证加工质量。
轨迹预处理算法
维宏系统运用先进的轨迹预处理算法,有效去除了因刀路文件质量而对加工效果的损伤。
断点继续
系统将当前加工位置与行号等信息实时保存在永久记忆体中,即使是遭遇突然停电,系统重新启动后,也可以从最后中断处继续执行。
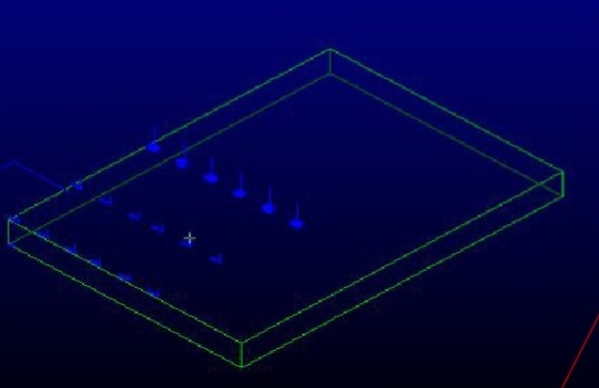
三维动态显示加工轨迹
维宏系统具有强大的三维加工轨迹动态显示功能。
软件提示“硬件操作失败,强烈建议重新启动程序,并检查硬件故障”,这主要与硬件维宏卡和软件维宏驱动程序有关,首先确认电脑机箱里的维宏卡是绿灯,如果是红灯,说明硬件没有被识别,需要拔插维宏卡直到显示绿灯。此时倘若维宏软件还打不开的话,那是因为维宏驱动程序没有安装上。
对于雕刻机电脑是windows7系统的客户来说,维宏控制卡驱动程序的安装方法大致与XP系统的安装方法一样,但是需要注意的是此方法只适用于win7 32位系统,若你的电脑是64位的话,那么赶快更换系统吧,还有一点要注意的是一点要选择手动安装,不要选择自动安装,因为有时候自动安装是查不到的。
全局快捷键
ESC 在窗口之间切换
TAB 在控件之间切换
Ctrl+TAB 在折叠窗口之前切换
Ctrl+1 显示自动窗口
Ctrl+2 显示手动窗口
Alt+1/F4 显示加工轨迹窗口
Alt+2 显示系统日志窗口
Alt+3 显示程序管理窗口
Alt+4 显示系统参数窗口
Alt+5 显示程序编辑窗口
Alt+6 显示IO状态窗口
Ctrl+Enter 全屏
Ctrl+Del 清除加工轨迹窗口
Ctrl+O 打开并装载
Ctrl+N 新建加工程序
Ctrl+E 打开并编辑
Ctrl+P 编辑当前加工程序
Ctrl+S 保存
Ctrl+I 加工程序信息
F5 直接定位
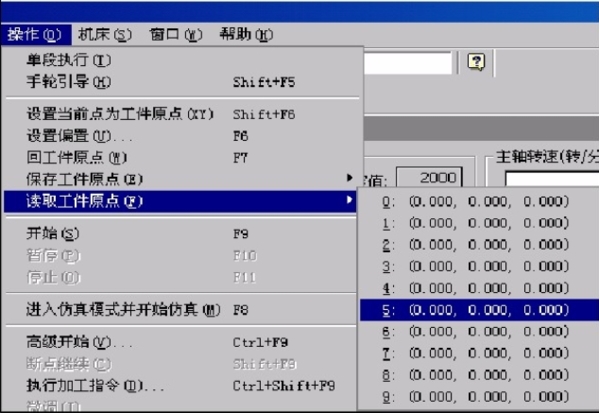
F6 设置当前点工件坐标
Shift+F6 设置当前点为工件原点
F7 回工件原点
Ctrl+F7 浮动对刀
Shift+F7 固定对刀
F8 进入(退出)仿真
F9 开始
Ctrl+F9 高级开始
Shift+F9 断点继续
Ctrl+Shift+F9 执行加工指令
F10/Pause Break 暂停
F11 停止
F12 复位
手动窗口快捷键
ScrollLock 激活手动窗口
4(小键盘) X-方向手动(包括点动、增量)
6(小键盘) X+方向手动(包括点动、增量)
2(小键盘) Y-方向手动(包括点动、增量)
8(小键盘) Y+方向手动(包括点动、增量)
1(小键盘) Z-方向手动(包括点动、增量)
9(小键盘) Z+方向手动(包括点动、增量)
+(小键盘) 增加深度(输入数字)
-(小键盘) 较小深度(输入数字)
加工轨迹窗口快捷键
Home 居中
End 显示当前加工点
+(小键盘) 放大
-(小键盘) 缩小
*(小键盘) 调整至窗口大小
5(小键盘) 正视图
8(小键盘) 俯视图
2(小键盘) 仰视图
4(小键盘) 左视图
6(小键盘) 右视图
1(小键盘) 西南等轴侧视图
7(小键盘) 西北等轴侧视图
3(小键盘) 东南等轴侧视图
9(小键盘) 东北等轴侧视图
Alt+→或者Alt+← 绕Z轴旋转
Alt+↑或者Alt+↓ 绕X轴旋转
Alt+PgUp或者Alt+PgDn 绕Y轴旋转
行程限位开关是升降机上不可缺少的必要配件之一,起着重要的作用。很多人不知道行程限位开关出发是什么意思,如何进行处理。
当行程限位开关发出绿光的适合是因为物体碰到它了,触点吸合了,所以绿灯亮了,这时候你就可以进行下一个动作了。故又称终端开关。
在操作菜单下面有一个限位释放功能,点开之后会弹出一个对话框。然后关掉对话框就可以了。
进入I/O状态窗口,选择要解除的,比如x限位报警,将鼠标放到x绿色报警信号上,同时按住SHIFT+CTRL+ALT三个按键,右击鼠标,选择反向该极性,重新启动软件即可。
V5.4.41
1、增加了将要到期前的提示
2、修正了暂停后开始再马上暂停时一直显示“准备暂停”但是软件一直在运行的错误
V5.4.42
1、解决了遇到不分行的长PLT文件时行为不正常的问题
V5.4.43
1、修正了最近引入的软件重新启动后显示的当前行段号为1000的错误
V5.4.44
1、文件编辑窗口增加了查找和替换功能,并丰富了其他功能和快捷键
2、增加了对简易广告版的支持
V5.4.45
1、广告机软件修正了开机后软件未启动时,主轴启动的错误
V5.4.46
1、屏蔽掉了“复位功能”,防止用户犯错误(使用CTRL+F12仍然可以使用此功能)
2、在使用固定对刀等功能时,停止功能增加减速措施
3、修正了自V5.4.44引入的粘贴功能被替换成查找功能的错误
V5.4.47
1、修正了英文版轨迹颜色无法修改的问题
2、修正了英文版后台参数没有内容的问题